
ເຫດຸການສຶກຂອງຫົວພົ່ນ ແລະ ການອຸດຕັນທີ່ພົບເລື້ອຍ
ມີ 2 ຫຼັກຖານເຫດຜົນທີ່ເຮັດໃຫ້ຫົວພົ່ນສຶກ – ການສຶກຈາກນ້ຳທີ່ປະກອບດ້ວຍເກືອแร່ (>100ppm total dissolved solids) ແລະ ສານປະສົມໃນທราย – ທີ່ເຮັດໃຫ້ເສັ້ນຜ່າກາງຂອງຫົວພົ່ນກ້ວາງຂຶ້ນ ແລະ ພັດທະນາການຕັດທີ່ບໍ່ແມ່ນເປົ້າ. ການອຸດຕັນເຮັດໃຫ້ບັນຫາຮ້າຍແຮງຂຶ້ນເມື່ອອະໄລ່ທາດເສີຍ ຫຼື ສິ່ງປົນເປື້ອນຈາກວັດຖຸດິບຂະຫຍ້າກັນ. ຜົນລວມຂອງສອງສິ່ງນີ້ເຮັດໃຫ້ເກີດຄວາມກ້ວາງຂອງຊ່ອງຕັດທີ່ບໍ່ສະເໝີ ແລະ ການຕັດທີ່ບໍ່ຖືກຕ້ອງ, ລົດລົງຄວາມແມ່ນຍຳຂອງເຄື່ອງຈັກເຖິງ 70% ກ່ອນທີ່ມັນຈະເສຍຫມົດ (20024 Flow Science). ການກວດກາຢ່າງເປັນປົກກະຕິຫຼັງຈາກທຸກໆ 50 ຊົ່ວໂມງໃນການຕັດ ຈະຊ່ວຍໃຫ້ສາມາດຮູ້ຈັກການຜິດປົກກະຕິໄດ້ຕັ້ງແຕ່ຕົ້ນ.
ເຕັກນິກການເຊົາລ້າງທີ່ດີທີ່ສຸດໃນການຂັດເກລືອດອາໄລ່
ປ້ອງກັນຄວາມເສຍຫາຍທີ່ບໍ່ສາມາດປັບປຸງໄດ້ດ້ວຍການລ້າງເຊິ່ງລະບົບ:
- ລ້າງທໍ່ນ້ຳຂອງເຄື່ອງຈັກຕັດນ້ຳດ້ວຍນ້ຳກົ່ງເປັນເວລາ 5 ນາທີ
- ໃຊ້ການຂັດລ້າງດ້ວຍຄວາມຖີ່ສຽງສູງສຳລັບຫ້ອງປະສົມທີ່ຖືກຖອດອອກ
- ຂັດລ້າງພາຍໃນຊ່ອງເກີດດ້ວຍເຄື່ອງມືທີ່ມີປາຍໄນລອນເທົ່ານັ້ນ
ຮັກສາລະດັບ pH ຂອງນ້ຳໃຫ້ຢູ່ລະຫວ່າງ 6-8, ເນື່ອງຈາກວ່າຂອງເຫຼວທີ່ມີຄວາມເປັນກົດ ຫຼື ຄວາມເປັນດ່າງສາມາດເຮັດໃຫ້ກັດເຊື່ອມໄວຂຶ້ນ. ການກັ່ນຕອງດ້ວຍແຮງຫນຽວສູນເຊັນຈັບເອົາ 97% ຂອງສ່ວນປະກອບທີ່ນ້ອຍກ່ວາ 50 ມິລະລິດ, ຍືດອາຍຸການໃຊ້ງານຫົວສີດໄດ້ຫຼາຍເມື່ອໃຊ້ຢ່າງສະໝໍ່າສະເໝີ.
ຄວາມຖີ່ໃນການປ່ຽນຊ່ອງເກີດ ແລະ ການວິເຄາະດ້ານປະສິດທິພາບຄ່າໃຊ້ຈ່າຍ
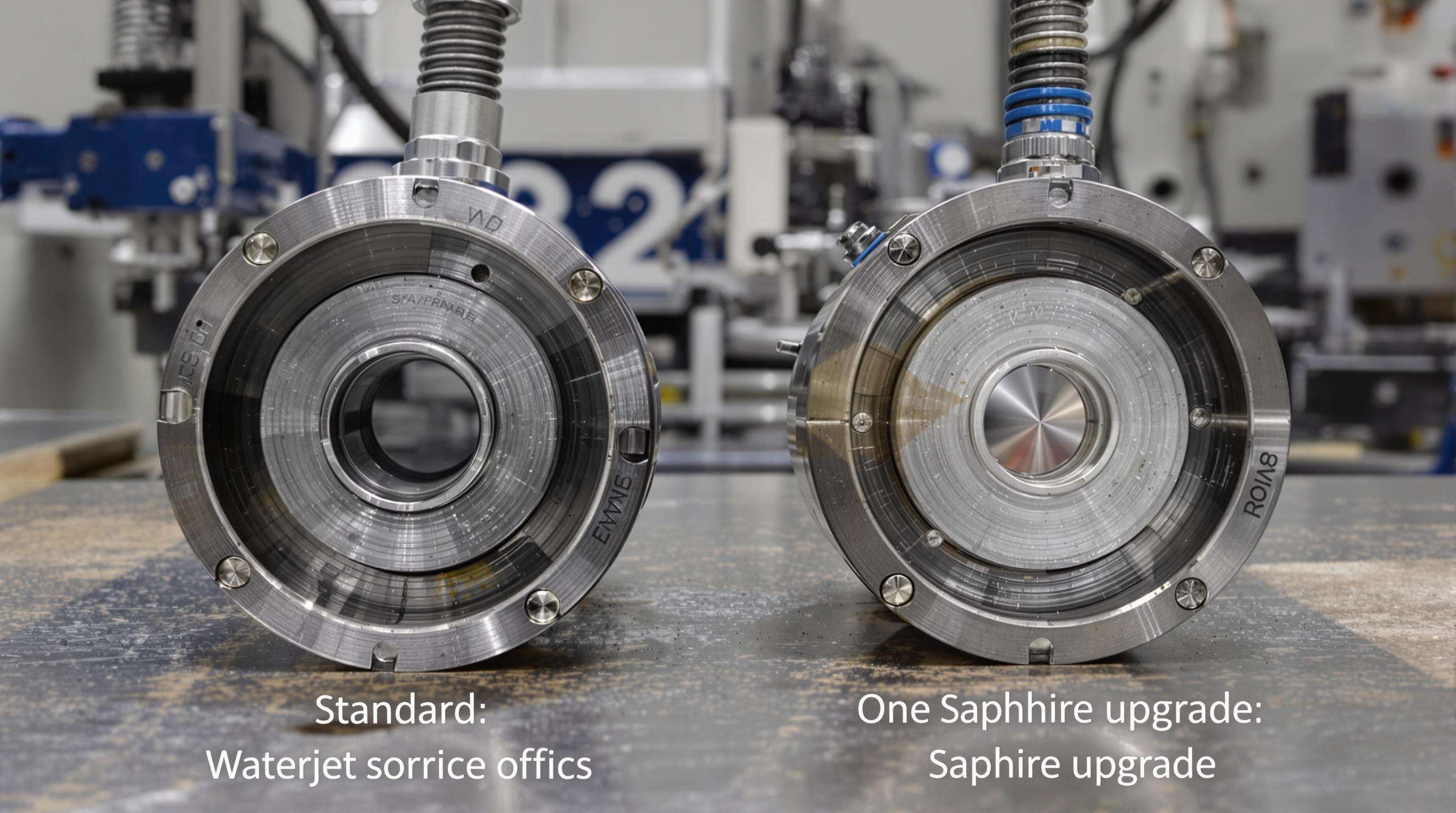
| ປັດຈຳ | ຊ່ອງເກີດມາດຕະຖານ | ຊ່ອງເກີດປັບປຸງດ້ວຍຊີວະລະ |
|---|---|---|
| ອາຍຸການໃຊ້ງານສະເລ່ຍ | 100 ຊົ່ວໂມງ | 400 ຊົ່ວໂມງ |
| ການຮັກສາຄວາມໄວໃນການຕັດ | -55%/150 ຊົ່ວໂມງ | -12%/400 ຊົ່ວໂມງ |
| ທ່າແຮງປະຢັດປະຈໍາປີ | ຖານສະຖິຕິ | ~$5,300* |
*ອີງຕາມການດໍາເນີນງານ 24/5 ພ້ອມກັບຕົ້ນທຶນຂອງເວລາລົດລົງ (ສະມາຄົມ Waterjet ອຸດສາຫະກໍາ 2023). ປັບຄືນໃໝ່ພາຍໃນ 2 ຊົ່ວໂມງຫຼັງຈາກປ່ຽນເພື່ອຮັກສາຄວາມສົມບູນຂອງ jet—ການປັບຄືນຊ້າສາມາດເສຍເງິນເຖິງ 18% ຂອງສານກັດ. ຕິດຕາມການເສື່ອມສະພາບຕາມປະເພດວັດສະດຸເພື່ອເພີ່ມໄລຍະເວລາການປ່ຽນ (ໂດຍທົ່ວໄປແລ້ວ 80-120 ຊົ່ວໂມງໃນການຕັດເພື່ອໃຫ້ມີປະສິດທິພາບ).
ການວິນິດໄສເຫດຜົນຂອງປຸ່ມໃນລະບົບຕັດດ້ວຍນ້ໍາ jet
ການປ່ຽນແປງຂອງຄວາມກົດດັນລະບົບໄຮໂດຼລິກ: ວິທີການທົດສອບ ແລະ ການປັບຄ່າ
ຄວາມກົດດັນທີ່ບໍ່ສະໝໍ່າສະເໝີສົ່ງຜົນຕໍ່ຄຸນນະພາບການຕັດ ແລະ ສາມາດເກີດສຽງດັງທີ່ໄດ້ຍິນ. ທົດສອບຄວາມກົດດັນໃນເວລາທີ່ຊິ້ນສ່ວນເຢັນ, ເຊິ່ງອະນຸຍາດໃຫ້ຄ່າຄວາມຜິດເພີ້ຍໄດ້ ±5% ຈາກຂໍ້ກໍານົດ. ໃນຂະນະທີ່ກໍາລັງຕັດ, ໃຊ້ຊອບແວວິນິດໄສເພື່ອຕິດຕາມຮູບແບບຄື້ນ. ການປັບຄ່າຄືນໃໝ່ປະຈໍາປີສາມາດປ້ອງກັນຄ່າທີ່ຜິດເພີ້ຍໄປ.
ການລະບຸການ Overstroking ຜ່ານຂໍ້ມູນການປະຕິບັດງານຂອງລະບົບ
ການສະໂตรກເກີນເຮັດໃຫ້ເກີດຄວາມເສຍຫາຍຕໍ່ລູກປືນແລະຊິ້ນສ່ວນໂພສເຊີນເຊີງ, ສະແດງອອກໂດຍອຸນຫະພູມນ້ຳມັນສູງ (>68°C) ແລະ ຄວາມຖີ່ຂອງສະໂຕຣກຜິດປົກກະຕິ. ວິເຄາະບັນທຶກການປະຕິບັດງານເພື່ອກວດເບິ່ງຄວາມບໍ່ສະຖຽນຢູ່ໃນກາງສະໂຕຣກ. ປັບປຸງຄວາມດັນນ້ຳ ແລະ ກວດເບິ່ງວາວຢັ້ງຢືນເພື່ອຫຼຸດຄວາມແຕກຕ່າງຂອງຄວາມດັນ.
ລະບຽບການປ່ຽນຊິ້ນສ່ວນປິດເພື່ອປ້ອງກັນການຮົ່ວໄຫຼ
ປ່ຽນຊິ້ນສ່ວນປິດໃໝ່ເມື່ອກວດພົບການຮົ່ວໄຫຼ ຫຼື ນ້ຳມັນປົນເປື້ອນ. ຕັດການດັນລະບົບນ້ຳມັນ, ລົມລະບົບນ້ຳອອກ, ແລະ ຖອກຊິ້ນສ່ວນປິດອອກດ້ວຍເຄື່ອງມືທີ່ບໍ່ເຮັດໃຫ້ເສຍຫາຍ. ນ້ຳທີ່ມີຄວາມແຂງສູງຈຳເປັນຕ້ອງກວດເປັນປະຈຳທຸກ 3 ເດືອນ, ເພື່ອຫຼຸດຕົ້ນທຶນຊິ້ນສ່ວນລົງ 40%.
ຜົນກະທົບຂອງຄຸນນະພາບນ້ຳຕໍ່ຊິ້ນສ່ວນເຄື່ອງຕັດດ້ວຍ Jet ນ້ຳ
ການບຳລຸງຮັກສາລະບົບກັ່ນນ້ຳເພື່ອປ້ອງກັນລູກປືນລະບົບນ້ຳມັນ
62% ຂອງການເສຍຫາຍລູກປືນເກີດຈາກນ້ຳທີ່ປົນເປື້ອນ (>100 ppm TDS). ໃຊ້ລະບົບກັ່ນຫຼາຍຂັ້ນຕອນ:
- ຕົວກັ່ນດິນຕົມປະຈຳອາທິດ
- ປ່ຽນແຜ່ນກັ່ນ RO ທຸກ 3 ເດືອນ
- ຕົວກັ່ນ Micron ກ່ອນລະບົບຄວບຄຸມອຸນຫະພູມ
ຮັກສາລະດັບ TDS ຕ່ຳກ່ວາ 50 ppm ເພື່ອຫຼຸດຕົ້ນທຶນລູກປືນລົງ 40%.
ຍຸດທະສາດດຸນດ່ຽງ pH ເພື່ອປ້ອງກັນການກັດກ່ອນຂອງຊິ້ນສ່ວນ
ຮັກສາ pH ຢູ່ລະຫວ່າງ 6.8-7.5 ດ້ວຍການຕິດຕາມອັດຕະໂນມັດ. ນ້ຳແຮງ (>120 ppm ຄາວນ້ຳປູນ) ຕ້ອງໃຊ້ຕົວອ່ອນນ້ຳເພື່ອປ້ອງກັນການກັດກ່ອນ. ການທົດສອບ pH ທຸກອາທິດສາມາດຫຼຸດຜ່ອນການກັດກ່ອນລົ້ມເຫຼວລົງ 75%.
ການປະຕິບັດທີ່ດີທີ່ສຸດໃນການຕິດຕາມລະບົບຄວາມກົດດັນສູງ
ເທັກນິກໃນການແປຄ່າມິຕິຄວາມກົດດັນແບບທັນທີ
ຄວາມຜິດປົກກະຕິຂອງຄວາມກົດດັນ >±5% ສາມາດຊີ້ບອກຄວາມເສຍຫາຍທີ່ອາດເກີດຂຶ້ນໄດ້. ລະບົບທີ່ເຊື່ອມຕໍ່ກັບອິນເຕີເນັດສາມາດວິເຄາະແນວໂນ້ມເພື່ອຄົ້ນຫາການສຶກຂອງປັ໊ມໄດ້ຕັ້ງແຕ່ຕົ້ນ. ຕາມລາຍງານລະບົບຄວາມກົດດັນສູງປີ 2025, ສັນຍານອັດຈະລິກສາມາດປ້ອງກັນຄວາມເສຍຫາຍຮ້າຍແຮງໄດ້ 38% ຈາກຄວາມບໍ່ສະຖຽນລະພາບທີ່ບໍ່ທັນສັງເກດເຫັນ.
ການປ້ອງກັນຄວາມເສຍຫາຍຮ້າຍແຮງຜ່ານການວິເຄາະອັດຕາການໄຫຼ
ອັດຕາການໄຫຼຕ່ຳກ່ວາ 3.8 GPM ໃນລະບົບຄວາມກົດດັນ 60Kpsi ມັກຈະຊີ້ບອກເຖິງການອຸດຕັນ ຫຼື ການສຶກຂອງຊິ້ນສ່ວນປິດລົ້ນ. ກະທຳດັ່ງຕໍ່ໄປນີ້:
- ການປຽບທຽບອັດຕາການໄຫຼທຸກອາທິດ
- ການແຈ້ງເຕືອນສຳລັບຄວາມແຕກຕ່າງ >15%
- ການຊົດເຊີຍຄວາມຮ້ອນ
ການປະສົມການຕິດຕາມກວດກາແບບໄຫຼວຽນ ແລະ ກົດດັນ ສາມາດຫຼຸດຄ່າໃຊ້ຈ່າຍໃນການບຳລຸງຮັກສາລົງ 27% ແລະ ຍືດອາຍຸການໃຊ້ງານຂອງຊິ້ນສ່ວນໄດ້
ການນຳໃຊ້ຂັ້ນຕອນການບຳລຸງຮັກສາເພື່ອປ້ອງກັນລ່ວງໜ້າ
ການກຳນົດຕາຕະລາງການບຳລຸງຮັກສາແບບມາດຕະຖານ ສາມາດຫຼຸດເວລາລໍຖ້າລົງ 41% ແລະ ຍືດອາຍຸການໃຊ້ງານຂອງຊິ້ນສ່ວນໄດ້ 27%
ບັນຊີລາຍການກວດກາສຳລັບຊິ້ນສ່ວນສຳຄັນໃນ 30/60/90 ວັນ
- 30 ວັນ : ກວດກາຊິ້ນສ່ວນປິດຜນເຊິກ ແລະ ຄວາມໂພງຂອງທໍ່ລົມ
- 60 ວັນ : ທົດສອບກົດດັນຂອງຕົວແຮງ (ຄວາມຄາດເຄື່ອນ ±2%)
- 90 ວັນ : ກວດກາທໍ່ນ້ຳມັນລົມ ແລະ ທໍ່ທີ່ຖືກຂັດ
ວິທີການນີ້ຊ່ວຍຫຼຸດຜ່ອນການຊໍາລຸດຕາມຄວາມຈໍາເປັນລົງ 23%.
ການບໍາລຸງຮັກສາລະບົບສົ່ງອະໄລ່ເພື່ອໃຫ້ປະຕິບັດງານຢ່າງຕໍ່ເນື່ອງ
- ການກວດສອບແຜ່ນກັ້ນຂອງຖັງຢາທຸກໆອາທິດ
- ການຢືນຢັນການໄຫຼຂອງອະໄລ່ທຸກສອງເດືອນ (1.2-1.8 lb/min)
- ປ່ຽນທໍ່ເຮັດໃຫ້ເສັ້ນຜ່າສູນກາງເພີ່ມຂຶ້ນ >0.5mm
ການບໍາລຸງຮັກສາຢ່າງຖືກຕ້ອງຊ່ວຍຫຼຸດຜ່ອນການປ່ຽນທໍ່ລົງ 34% ແລະ ສະຖຽນລະພາບຄວາມດັນໃນລະບົບທໍ່ອາກາດ (85-95 psi).
ຄຳຖາມທີ່ຖາມບໍ່ຍາກ
ຫຍັງເປັນສາເຫດໃຫ້ທໍ່ສວມໃນເຄື່ອງຕັດນ້ໍາເສຍ້?
ການສວມທໍ່ເກີດຂຶ້ນໂດຍສານນໍ້າທີ່ມີແຮ່ທາດ ແລະ ທາດເຊາະທรายທີ່ເຮັດໃຫ້ເສັ້ນຜ່າສູນກາງຂອງທໍ່ກ້ວາງຂຶ້ນ, ໃນຂະນະທີ່ການອຸດຕັນເກີດຈາກອະໄລ່ garnet ແລະ ສິ່ງເສດເຫຼືອທີ່ກີດຂວາງຊ່ອງທາງການໄຫຼ.
ວິທີການເອົາອະໄລ່ອອກຈາກທໍ່ຢ່າງມີປະສິດທິພາບແມ່ນແນວໃດ?
ວິທີການລ້າງລະບົບເຊັ່ນ: ລ້າງທໍ່ນໍ້າເຄື່ອງຕັດນໍ້າ, ນໍາໃຊ້ເຕັກນິກການຂັດຂີ້ເຜີ້ງດ້ວຍຄວາມຖີ່ສຽງສູງສໍາລັບຫ້ອງປະສົມ, ແລະ ການຂັດພື້ນໃນຂອງຊ່ອງທາງດ້ວຍເຄື່ອງມືທີ່ມີປາຍເສັ້ນໄຍແນະນໍາ.
ຄວາມຖີ່ທີ່ແນະນຳໃນການປ່ຽນຊ່ອງນ້ຳຂອງເຄື່ອງຕັດດ້ວຍນ້ຳແມ່ນເທົ່າໃດ?
ໂດຍປົກກະຕິແລ້ວແນະນຳໃຫ້ປ່ຽນຊ່ອງນ້ຳທຸກໆ 80-120 ຊົ່ວໂມງຕັດ, ແຕ່ອາດຈະແຕກຕ່າງກັນໄປຂຶ້ນຢູ່ກັບການນຳໃຊ້ ແລະ ວັດສະດຸທີ່ໃຊ້ຕັດ.
ຄຸນນະພາບຂອງນ້ຳມີຜົນຕໍ່ສ່ວນປະກອບຂອງເຄື່ອງຕັດດ້ວຍນ້ຳແນວໃດ?
ນ້ຳທີ່ປົນເປື້ອນເຮັດໃຫ້ເກີດການແຕກຫັກຂອງລູກປືນ 62%, ສະນັ້ນການກັ່ນຕອງຫຼາຍຂັ້ນຕອນ ແລະ ການດຸໜ້ອຍລົງຂອງ pH ແມ່ນມີຄວາມສຳຄັນຫຼາຍໃນການຮັກສາຄວາມຖືກຕ້ອງຂອງສ່ວນປະກອບ.
ສາລະບານ
- ເຫດຸການສຶກຂອງຫົວພົ່ນ ແລະ ການອຸດຕັນທີ່ພົບເລື້ອຍ
- ເຕັກນິກການເຊົາລ້າງທີ່ດີທີ່ສຸດໃນການຂັດເກລືອດອາໄລ່
- ຄວາມຖີ່ໃນການປ່ຽນຊ່ອງເກີດ ແລະ ການວິເຄາະດ້ານປະສິດທິພາບຄ່າໃຊ້ຈ່າຍ
- ການວິນິດໄສເຫດຜົນຂອງປຸ່ມໃນລະບົບຕັດດ້ວຍນ້ໍາ jet
- ຜົນກະທົບຂອງຄຸນນະພາບນ້ຳຕໍ່ຊິ້ນສ່ວນເຄື່ອງຕັດດ້ວຍ Jet ນ້ຳ
- ການປະຕິບັດທີ່ດີທີ່ສຸດໃນການຕິດຕາມລະບົບຄວາມກົດດັນສູງ
- ການນຳໃຊ້ຂັ້ນຕອນການບຳລຸງຮັກສາເພື່ອປ້ອງກັນລ່ວງໜ້າ
- ຄຳຖາມທີ່ຖາມບໍ່ຍາກ


