
Cauze frecvente ale erodării și înfundării duzelor
Există două cauze principale ale uzurii duzelor – eroziunea provocată de apa care conține minerale (>100 ppm solide dizolvate totale) și particule de nisip – care lărgesc diametrul duzei și perturbă precizia jetului. Înfundarea agravează problema atunci când abrazivul uzat (granat) sau resturile provenite din piesa de lucru blochează canalele de curgere. Împreună, aceste efecte duc la lățimi neregulate ale tăieturii și la tăieri conice, slăbind sau compromițând precizia prelucrărilor mecanice cu până la 70% înainte de defuncție (Flow Science, 20024). O inspecție regulată după fiecare 50 de ore de tăiere permite detectarea timpurie a deformărilor.
Tehnici optime de curățare pentru îndepărtarea particulelor abrazive
Preveniți daunele ireversibile prin purjare sistematică:
- Spălați liniile jetului de apă cu apă distilată timp de 5 minute
- Utilizați curățare ultrasonică pentru camerele de amestec demontate
- Curățați interiorul orificiilor doar cu instrumente cu vârf din nailon
Mențineți nivelul pH al apei între 6-8, deoarece fluidele acide sau alcaline accelerează coroziunea. Filtrarea centrifugală captează 97% din particulele sub 50 de microni, prelungind semnificativ durata de viață a duzelor atunci când este utilizată preventiv.
Frecvența înlocuirii orificiilor și analiza eficienței costurilor
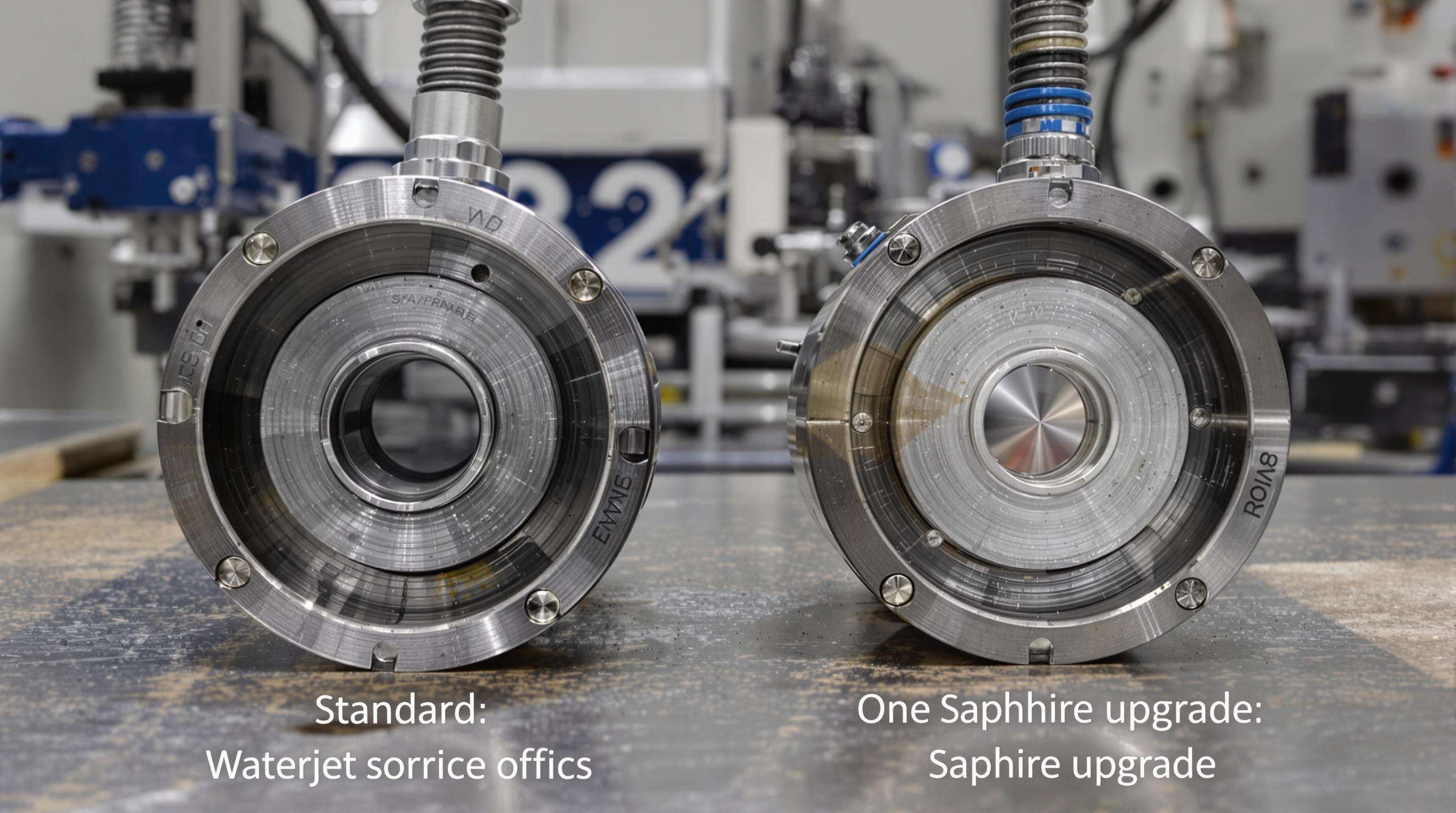
| Factor | Orificiu Standard | Upgrade cu Safir |
|---|---|---|
| Durată medie de viață | 100 de ore | 400 de ore |
| Păstrarea Vitezei de Tăiere | -55%/150 de ore | -12%/400 de ore |
| Potențial de Economii Anuale | Linie de bază | ~$5,300* |
*Bazat pe 24/5 ore de funcționare plus costurile de nefuncționare (Industrial Waterjet Association 2023). Reetalibrați în termen de 2 ore de la înlocuire pentru a menține coeziunea jetului—ajustările întârziate risipesc până la 18% din abrazivi. Urmăriți degradarea în funcție de tipurile de material pentru a optimiza intervalele de înlocuire (în mod obișnuit 80–120 de ore de tăiere pentru eficiență).
Diagnosticarea Defectărilor Pompei în Sistemele de Tăiere cu Jet de Apă
Fluctuații ale Presiunii Hydraulice: Metode de Testare și Etalonare
Presiunea neregulată afectează calitatea tăierii și provoacă pulsuri audibile. Testați presiunea statică atunci când componentele sunt reci, permițând o abatere de ±5% față de specificații. În timpul tăierii, utilizați un software de diagnosticare pentru a monitoriza modelele de ondulație. Reetalonarea anuală previne deriva.
Identificarea Suprastrokelor prin Datele de Performanță ale Sistemului
Suprasolicitarea încărcării lagărelor și tijelor intensificatorului este indicată de temperaturi ridicate ale uleiului (>68°C) și frecvență anormală a cursei. Analizați înregistrările de performanță pentru instabilitatea din mijlocul cursei. Optimizați presiunea apei și inspectați supapele de reținere pentru reducerea pulsului.
Protocoale pentru Înlocuirea Garniturilor pentru Prevenirea Pierderilor
Înlocuiți garniturile la detectarea scurgerilor sau contaminării cu ulei. Izolați presiunea hidraulică, eliberați sistemul de apă și extrageți garniturile cu unelte care nu zgârie. Apa cu duritate ridicată necesită verificări trimestriale, reducând costurile pieselor cu 40%.
Impactul Calității Apei asupra Componentelor Mașinii de Tăiat cu Jet de Apă
Întreținerea Sistemului de Filtrare pentru Protejarea Lagărelor Pompei
62% dintre defectările lagărelor provin din apa contaminată (>100 ppm TDS). Utilizați filtrare multi-etapă:
- Filtre pentru sedimente săptămânal
- Înlocuirea membranei de osmoză inversă trimestrial
- Filtre micronice înainte de circuitele de răcire
Mențineți TDS sub 50 ppm pentru reducerea costurilor lagărelor cu 40%.
strategii de echilibrare a pH-ului pentru prevenirea coroziunii componentelor
Mențineți pH-ul între 6,8 și 7,5 cu monitorizare automată. Apa dură (>120 ppm calciu) necesită utilizarea de înmuietori pentru a preveni formarea crustei. Testarea săptămânală a pH-ului reduce defecțiunile prin coroziune cu 75%.
Practici optime de monitorizare a sistemelor sub presiune mare
Tehnici de interpretare a manometrelor în timp real
Abaterile de presiune >±5% semnalează posibile defecte. Sistemele IoT analizează tendințele pentru a detecta uzura pompelor la un stadiu incipient. Conform Raportului privind Sistemele Sub Presiune Mare din 2025, senzorii inteligenți previn 38% dintre defectările catastrofale cauzate de instabilitatea nedetectată.
Prevenirea defectărilor catastrofale prin analiza debitului
Debitele sub 3,8 GPM în sistemele de 60 Kpsi indică adesea blocaje sau uzura garniturilor. Implementați:
- Compararea săptămânală a debitului
- Alerte pentru variații >15%
- Compensare termică
Combinarea monitorizării debitului și presiunii reduce costurile de întreținere cu 27% și prelungește durata de viață a componentelor.
Implementarea Rutinelor de Mentenanță Preventivă
Planurile standardizate de întreținere reduc întârzierile cu 41% și prelungesc durata de funcționare a componentelor cu 27%.
liste de verificare pentru inspecții la 30/60/90 de zile pentru Componentele Critice
- 30 de zile : Verifică sigiliile pompei și jocurile supapelor
- 60 de zile : Testează presiunea intensificatorului (toleranță ±2%)
- 90 de zile : Inspectează furtunurile hidraulice și liniile abrazive
Această abordare reduce reparațiile neprogramate cu 23%.
Întreținerea Sistemului de Alimentare cu Abraziv pentru o Performanță Constantă
- Verificări săptămânale ale sitei de alimentare
- Verificarea fluxului de abraziv la fiecare două luni (1,2-1,8 lb/min)
- Înlocuiți tuburile accelerator cu o creștere a diametrului >0,5 mm
Întreținerea corespunzătoare reduce înlocuirile duzelor cu 34% și stabilizează presiunea din linia pneumatică (85-95 psi).
Întrebări frecvente
Ce provoacă eroziunea și înfundarea duzelor la mașinile cu jet de apă?
Eroziunea duzelor este cauzată în principal de apa care conține minerale și particule de nisip care măresc diametrul duzei, iar înfundarea este accentuată de abrazivul uzat (granat) și resturi care blochează canalele de curgere.
Cum pot fi îndepărtați eficient particulele abrazive din duze?
Tehnici sistematice de purjare, cum ar fi spălarea conductelor jetului de apă, utilizarea curățării ultrasonice pentru camerele de amestec și curățarea interiorului orificiilor cu instrumente cu vârf de nailon sunt recomandate.
Care este frecvența recomandată pentru înlocuirea orificiilor jetului de apă?
Înlocuirea orificiilor este de obicei recomandată la fiecare 80-120 de ore de tăiere, deși acest interval variază în funcție de utilizare și de materialele tăiate.
Cum influențează calitatea apei componentele mașinii de tăiere cu jet de apă?
Apa contaminată este responsabilă pentru 62% dintre defectările rulmenților, de aceea filtrarea în mai multe trepte și echilibrarea pH-ului sunt esențiale pentru menținerea integrității componentelor.
Cuprins
- Cauze frecvente ale erodării și înfundării duzelor
- Tehnici optime de curățare pentru îndepărtarea particulelor abrazive
- Frecvența înlocuirii orificiilor și analiza eficienței costurilor
- Diagnosticarea Defectărilor Pompei în Sistemele de Tăiere cu Jet de Apă
- Impactul Calității Apei asupra Componentelor Mașinii de Tăiat cu Jet de Apă
- Practici optime de monitorizare a sistemelor sub presiune mare
- Implementarea Rutinelor de Mentenanță Preventivă
- Întrebări frecvente


