
A fúvókák kopásának és eldugulásának gyakori okai
A fúvókák kopásának 2 fő oka van – az ásványi anyagokat (>100 ppm oldott szilárdanyag-tartalom) és homokrészecskéket tartalmazó víz okozta koptatás, amely növeli a fúvóka átmérőjét és zavarja a sugárzás pontosságát –, valamint az akadályozott áramlás. Az eldugulás csak fokozza a problémát, amikor a használt gránát- vagy munkadarab-szemcsék eltorlaszolják az áramlási csatornákat. Ezen tényezők együttesen eredményezhetnek szabálytalan vágási hézagot és ferde vágást, amelyek a gép meghibásodása előtt akár 70%-os pontosságveszteséget is okozhatnak (20024 Flow Science). Rendszeres vizsgálat minden 50 vágási óra után lehetővé teszi a deformációk időben történő észlelését.
Optimális tisztítási technikák az abrasív részecskék eltávolításához
Megelőzhetetlen károk elkerülése szisztematikus ürítéssel:
- Öblítse át a vízsugár-vezetékeket desztillált vízzel 5 percig
- Szétszerelt keverőkamrák tisztításához ultrahangos tisztítást használjon
- A fúvókanyílások belső részét kizárólag műanyag hegyekkel ellátott eszközökkel tisztítsa
Tartsa a víz pH-szintjét 6–8 között, mivel savas vagy lúgos folyadékok gyorsítják a korróziót. A centrifugális szűrés a 50 mikronnál kisebb részletek 97%-át megköti, így jelentősen meghosszabbítja a fúvóka élettartamát, ha megelőzően alkalmazzák.
Fúvókanyílás cseréjének gyakorisága és költséghatékonyság-elemzés
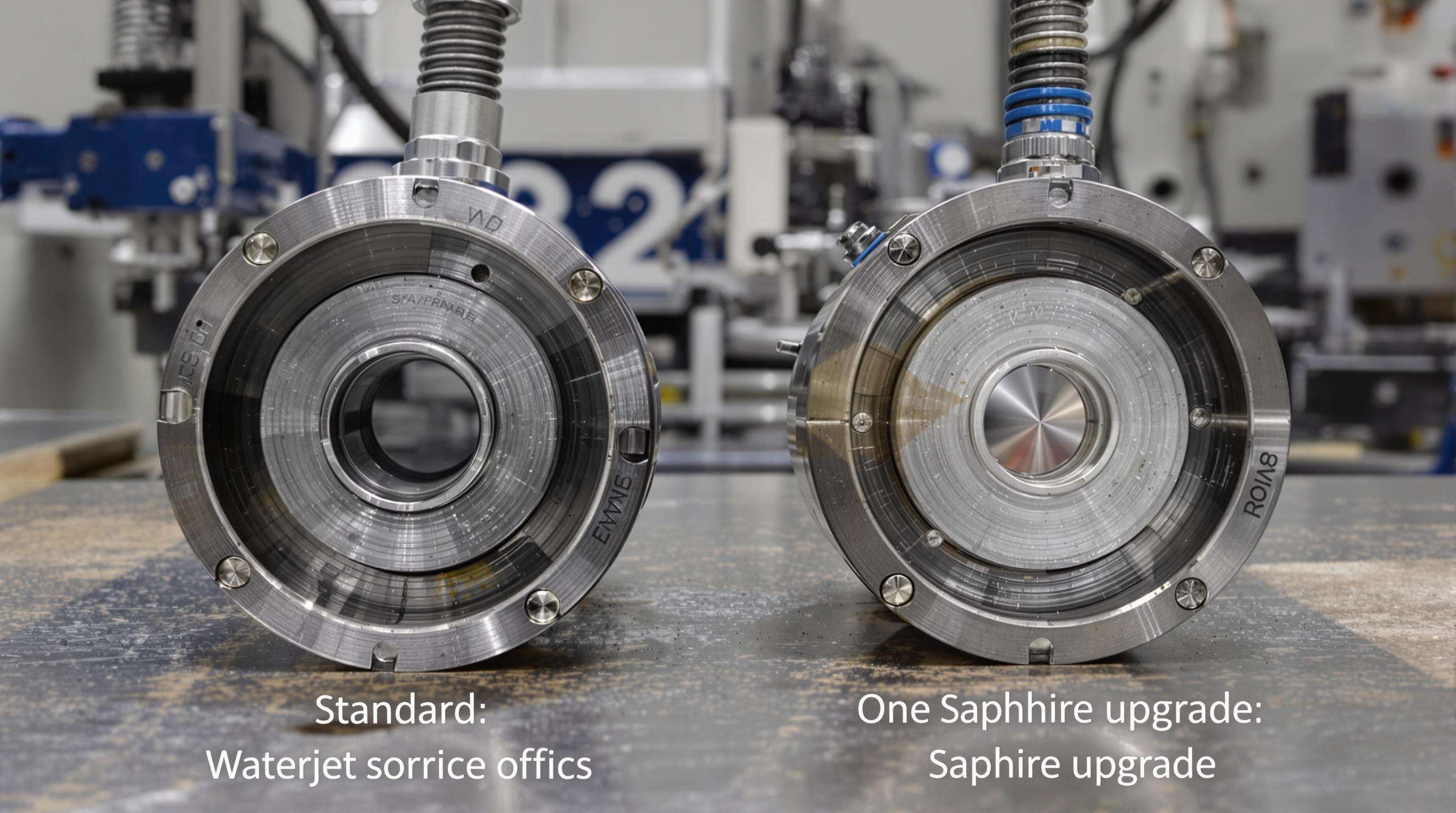
| Gyár | Standard fúvókanyílás | Sapphire frissítés |
|---|---|---|
| Átlagos élettartam | 100 óra | 400 óra |
| Vágási sebesség megtartása | -55%/150 óra | -12%/400 óra |
| Éves megtakarítási Potenciál | Alapvonal | ~$5,300* |
*A számítás a 24/5 üzemre és az állóidő költségeire alapul (Industrial Waterjet Association, 2023). A sugár összetartásának fenntartása érdekében újra kell kalibrálni 2 órán belül a cserét követően – a késleltetett beállítás akár az abraszívok 18%-os elpazarlását okolhatja. A kopás nyomon követhető anyagonként, hogy optimalizálhassuk a csereintervallumot (általában 80–120 vágási óra a hatékonyság érdekében).
Szivattyúhibák diagnosztizálása vízsugaras vágórendszerekben
Hidraulikus Nyomásingadozások: Tesztelés és Kalibrációs Módszerek
Az egyenetlen nyomás rontja a vágási minőséget és hallható nyomásingadozásokat okoz. Hűtött komponensek esetén mérje a statikus nyomást, a tűréshatárnak megfelelően ±5%-os eltéréssel. Vágás közben használjon diagnosztikai szoftvert a nyomás hullámzás mintázatának figyeléséhez. Az éves újratelepítés megakadályozza a drift jelenségét.
Túlütés azonosítása rendszer teljesítményadatok alapján
A túlterhelés túlterheli a csapágyakat és az intenzifikáló rudakat, amit magas olajhőmérséklet (>68°C) és rendellenes löketfrekvencia jelez. Elemezze a teljesítménynaplókat a löket közepén jelentkező instabilitás szempontjából. Optimalizálja a víznyomást és ellenőrizze a visszacsapó szelepeket a nyomáshullámok csökkentéséhez.
Szivattyúzárak cseréjére vonatkozó protokollok a szivárgás megelőzéséhez
Cserélje ki a tömítéseket szivárgás vagy olajszennyeződés észlelésekor. Izolálja a hidraulikus nyomást, ürítse le a vízrendszert, és nem karcoló eszközökkel távolítsa el a tömítéseket. Magas keménységű víz esetén negyedévente ellenőrizze, ezzel csökkentve az alkatrész költségeket 40%-kal.
A vízminőség hatása a vízsugaras vágógép alkatrészeire
Szűrőrendszer karbantartása a szivattyúcsapágyak védelméhez
a csapágy meghibásodások 62%-a szennyezett vízből (>100 ppm TDS) ered. Használjon többfokozatú szűrést:
- Hetente ülepítő szűrők
- Negyedévente reverz ozmózis membrán cseréje
- Mikronszűrők a hűtőkörök előtt
Tartsa a TDS-t 50 ppm alatt a csapágyköltségek 40%-os csökkentéséhez.
pH-érték szabályozási stratégiák alkatrész-korrózió megelőzésére
A pH érték 6,8–7,5 tartományban tartása automatikus monitorozással. Kemény víz (>120 ppm kalcium) esetén lágyítók használata szükséges a vízkőképződés megelőzésére. Heti pH-tesztekkel a korróziós meghibásodások 75%-a megelőzhető.
Nagy nyomású rendszerek figyelésének legjobb gyakorlatai
Valós idejű nyomásmérő műszerek értelmezési technikái
A nyomáseltérések ±5% feletti értéke jelzi a lehetséges meghibásodásokat. IoT-alapú rendszerek elemzik a tendenciákat a szivattyúkopás korai felismeréséhez. A 2025-ös nagynyomású rendszerekről szóló jelentés szerint az intelligens érzékelők megakadályozzák a kritikus instabilitásból fakadó összes meghibásodás 38%-át.
Katasztrofális meghibásodások megelőzése áramlási sebesség analízissel
3,8 GPM alatti áramlási sebesség 60 ezer psi rendszerekben gyakran utal elzáródásra vagy tömítés kopásra. Alkalmazza a következőket:
- Heti áramlási sebesség összehasonlítások
- Riasztások 15%-nál nagyobb eltérés esetén
- Termikus kompenzáció
Az áramlás és nyomásmonitorozás együttes alkalmazása 27%-kal csökkenti a karbantartási költségeket, és meghosszabbítja az alkatrészek élettartamát.
Megelőző karbantartási rutinfeladatok bevezetése
A szabványosított karbantartási ütemtervek 41%-kal csökkentik a késleltetéseket, és 27%-kal növelik az alkatrészek élettartamát.
kritikus alkatrészek ellenőrzési listája 30/60/90 napos időszakokra
- 30 napos : Ellenőrizze a szivattyú tömítéseit és szelephézagokat
- 60 napos : Intenzifikátor nyomás tesztelése (±2% tűrés)
- 90 napos : Hidraulikus csövek és abrazív vezetékek vizsgálata
Ez a megközelítés 23%-kal csökkenti a nem tervezett javítások számát.
Koptatóanyag-szállító rendszer karbantartása a megbízható teljesítmény érdekében
- Heti tartályszűrő ellenőrzés
- Kéthavonta koptatóanyag-áramlás ellenőrzése (1,2–1,8 font/perc)
- Gyorsítócsövek cseréje >0,5 mm átmérőnövekedéssel
A megfelelő karbantartás csökkenti a fúvókák cseréjét 34%-kal és stabilizálja a pneumatikus vezeték nyomását (85–95 psi).
GYIK
Mi okozza a fúvókák kopását és eldugulását a vízsugaras gépekben?
A fúvókaelkopás elsősorban a vízben lévő ásványi anyagok és homokszemcsék miatt következik be, amelyek növelik a fúvóka átmérőjét, míg az eldugulást a felhasznált gránát-koptatóanyag és szennyeződések okozzák az áramlási csatornákban.
Hogyan lehet hatékonyan eltávolítani a koptatóanyag-részecskéket a fúvókákból?
Rendszeres kiürítési technikákat javasolt alkalmazni, mint például a vízsugaras vezetékek öblítése, ultrahangos tisztítás a keverőkamráknál, valamint a fúvókanyílás belsejének tisztítása műanyag hegyű eszközökkel.
Milyen gyakoriság ajánlott a vízsugaras fúvókák cseréjéhez?
A fúvókacsere általában minden 80-120 vágási óra után ajánlott, bár ez az alkalmazástól és a vágott anyagoktól függ.
Hogyan befolyásolja a víz minősége a vízsugár-vágógép alkatrészeit?
A szennyezett víz a csapágy meghibásodások 62%-ához vezet, ezért a többfokozatú szűrés és pH-szint kiegyensúlyozása elengedhetetlen az alkatrészek épségének megőrzéséhez.
Tartalomjegyzék
- A fúvókák kopásának és eldugulásának gyakori okai
- Optimális tisztítási technikák az abrasív részecskék eltávolításához
- Fúvókanyílás cseréjének gyakorisága és költséghatékonyság-elemzés
- Szivattyúhibák diagnosztizálása vízsugaras vágórendszerekben
- A vízminőség hatása a vízsugaras vágógép alkatrészeire
- Nagy nyomású rendszerek figyelésének legjobb gyakorlatai
- Megelőző karbantartási rutinfeladatok bevezetése
- GYIK


